Пояснительная записка (в программе Word): 74 страницы, 26 рис., 6 таблиц, 13 литературных источников
Дополнительные материалы: доклад к дипломному проекту на 2 листах
Чертежи (в программе): Компас 3D v, 9 листов
ВУЗ: УГЛТУ
Спецификация - 7 листов
Описание
В дипломном проекте выполнена разработка двустороннего рейсмусового станка для удаления слоев древесины за один проход с противоположных сторон заготовк.
Приведено технико-экономическое обоснование.
Проведен патентно-информационный поиск с рассмотрением патентов: 2048982 Ножевой вал, 2044634 Устройство для установки ножей в ножевом валу деревообрабатывающего станка, 2026168 Фуговально-рейсмусовый станок.
Выполнена разработка технического предложения. Рассмотрены аналоги станков проектируемой машины: двухсторонний рейсмусовый станок С2Р8, Beaver S2RK650, SUPERMAC 163.
В конструкции двустороннего рейсмусового станка С2Р8 имеются ножевые валы в количестве двух штук: верхний и нижний. Установка нижнего вала выполнена на суппорте, который расположен в нижнем столе и может выдвигаться. Посредством клинового устройства стол станка устанавливается по высоте. В составе механизма подачи содержатся восемь валиков. Два передних валика являются секционными. Станок оборудован приспособлением для заточки и фугования ножей. С помощью станка выполняется одновременная строгание с двух сторон на заданную толщину деревянных щитов, досок и брусьев. Ширина строгания составляет 1200 мм.
Составлены требования к проектируемой машине.
За прототип принят двухсторонний рейсмусовый станок С2Р8, выполненный по фуговально-рейсмусовой схеме. Вместо верхних передних прижимов и рифлёного подающего вальца выполнена установка конвейера с подпружиненными пальцами. Применен конвейерный механизм подачи.
Выполнена технологическая часть.
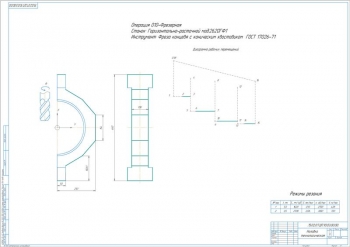
Произведен расчет режимов резания для продольного цилиндрического фрезерования. Заготовка из сосны имеет ширину 600 м, толщину 200 мм. Фрезерование выполняется на глубину 5 мм. Окружность резания ножевого вала имеет диаметр 350 мм, количество ножей 12.
Рассчитаны значения:
|
№ |
Наименование |
Значение |
|
1 |
Частота вращения ножевого вала |
2729 мин-1 |
|
2 |
Угол контакта лезвия с древесиной |
17,750 |
|
3 |
Подача на зуб |
0,76 мм |
|
4 |
Фиктивная сила |
1,81 Н |
|
5 |
Коэффициент затупления резца |
2,1 |
|
6 |
Удельная сила резания |
7,19 Н |
|
7 |
Мощность фрезерования |
7,9 кВт |
|
8 |
Окружная нормальная сила резания |
143,8 Н |
Описано решение обратной задачи.
Принята мощность электродвигателя механизма главного движения, равная 8 кВт. Рассчитана скорость главного движения 49,9 м/с, средняя толщина срезаемого слоя 200 мм, скорость подачи 55,1 м/мин.
Разработана конструктивная часть.
В ходе кинематического расчета вычислены значения: скорость подачи 25 м/мин, диаметр звездочки конвейера 149 мм, частота вращения вала 53,4 об/мин, передаточное число редуктора 40, диаметр ведущего шкива 224 мм.
Выполнено определение тягового усилия, равного 93,7 Н. Мощность составляет 0,04 кВт. Принят стандартный асинхронный электродвигатель с короткозамкнутым ротором серии АИР71В2У3.
Приведен расчет конвейерного вала на прочность с построением эпюры сил и определением реакции опор. Определен диаметр вала, равный 28,7 мм.
Сделан расчет подшипников для ножевого вала с вычислением окружной силы резания 17 Н, общей нагрузки на рабочий орган 811,7 Н, окружной скорости ремня 35,1 м/с, усилия на ремень 227,8 Н. По результатам принят двухрядный сферический радиальный шариковый подшипник типа 1000 серии 3.
Составлена эксплуатационная часть с определением порядка наладки станка с целью регулирования и согласования взаимодействия всех узлов, установки режимов резания, пробного пуска, размерной настройки станка, обработки партии деталей и контроля их размеров и шероховатости поверхностей. При наладке выполняются операции по установке ножей на ножевой вал, верхних подающих вальцов и прижимов, нижних вальцов выше рабочей поверхности стола, опорных роликов, ограждений и приемника стружки, стола на размер обрабатываемой детали.
Приведена инструкция по техническому надзору и карта смазки.
Сделан график планово-предупредительных работ.
Выполнен раздел по безопасности жизнедеятельности.
В экономической части определены общие инвестиции в размере 604425 руб, экономия ткущих затрат 184570 руб и срок окупаемости проекта 3,2 года.
В дипломной работе разработана конструкция двухстороннего рейсмусового станка, предназначенного для удаления слоев древесины за один проход с противоположных сторон заготовки с формированием при этом размера детали по толщине.

Проект капитального ремонта зубофрезерного полуавтомата 5А312
Код: 01.01.02.08.17Дополнительные материалы: годовой план ремонта оборудования на 1 листе, комплект технической документации капитального ремонта на 5 листах, комплект документов технологического процесса обработки детали на 8 листах, сетевой график капитального ремонта на 3 листах
Чертежи (в программе): AvtoCAD, 6 листов
ВУЗ: МГМК

Модернизация координатно-расточного-сверлильно-фрезерного станка
Код: 01.01.02.08.16Дополнительные материалы: нет
Чертежи (в программе): Компас 3D v, 12 листов
ВУЗ: МиАТ
Спецификация - 8 листов

Станок для резки полос из углеродистой и коррозионностойкой стали до 3 мм
Код: 01.01.02.08.15Дополнительные материалы: нет
Чертежи (в программе): Компас 3D v, 13 листов
ВУЗ: РИМ
Спецификация - 16 листов

Модернизация токарного станка с ЧПУ модели 16К20Ф3С32
Код: 01.01.02.08.14Дополнительные материалы: операционная карта обработки детали шток на 2 листах
Чертежи (в программе): Компас 3D v, 17 листов
ВУЗ: Воронежский государственный технический университет
Спецификация - 14 листов

Модернизация токарно-винторезного станка модели 16К20Т1
Код: 01.01.02.08.13Дополнительные материалы: нет
Чертежи (в программе): Компас 3D v, 14 листов
ВУЗ: Московский Государственный Технический Университет Им. Н.Э. Баумана
Спецификация - 12 листов

Агрегатно-фрезерный станок 1580 ИА для обработки карданной вилки
Код: 01.01.02.08.12Дополнительные материалы: рецензия на дипломный проект на 1 листе, доклад на 3 листах, технологическая карта на обработку детали "вилка"
Чертежи (в программе): Компас 3D v и AvtoCAD, 13 листов
ВУЗ: Ижевский государственный технический университет
Спецификация - 7 листов