Пояснительная записка (в программе Word): 122 страницы, 25 рис., 36 таблиц, 24 литературных источников
Дополнительные материалы: нет
Чертежи (в программе ): Компас 3D v, 12 листов
ВУЗ: КГУ
Спецификация - 9 листов
Описание
В проекте разработано перспективное развитие шиномонтажного участка СТО №1 и спроектирована конструкция шиповального стенда.
Выполнена разработка плана по маркетингу предприятия. Сделано обоснование темы проекта с рассмотрением безопасности дорожного движения и конструкций шипов.
Изучен российский современный рынок на предмет реализации ошипованных шин.
Даны общие сведения по предприятию. Основной деятельностью является обслуживание и ремонт легковых автомобилей граждан и предприятий. Техническое обслуживание и ремонт проводится для всех марок отечественных автомобилей, а также некоторых зарубежных. Наряду с этим предприятие занимается реализацией запасных частей и автомобилей.
Описана существующая организация участка шиномонтажных работ на СТОА-1 и определены параметры его функционирования.
Проведена сегментация рынка услуг с целью выявления характеристик каждой группы клиентов, которые обуславливают специфику требований, предъявляемых к услугам автосервиса. Сделано определение рынка услуг с определением трудоемкости автосервиса – 63827,45 чел.ч. Свободная доля рынка составляет 5867,45 чел.ч.
Рассмотрена конкурентоспособность предприятия.
Выполнены технологические расчеты СТОА-1.
В ходе расчета производственной программы определены параметры:
|
№ |
Наименование |
Значение |
|
1 |
Годовая трудоемкость: |
|
|
- |
Уборочно-моечных работ |
4712,50 чел.ч |
|
- |
По предпродажной подготовке |
1750,00 чел.ч |
|
2 |
Годовой объем работ по ТО и ТР |
115328,07 чел.ч. |
|
3 |
Общий годовой объем вспомогательных работ |
36537,171 чел.ч. |
Произведен расчет численности производственных и вспомогательных рабочих.
Рассчитано количество постов, автомобиле-мест ожидания и хранения. Сделаны расчеты площадей помещений СТОА. Определена площадь шиноремонтного цеха, которая составляет 22,34 м2.
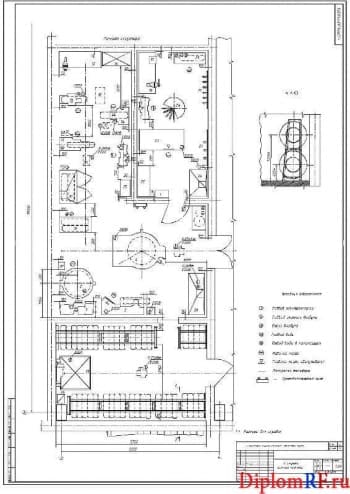
Выполнена разработка планировочного решения СТОА. Описана планировка производственного корпуса и разработана планировка шиноремонтного цеха.
Размещение цеха выполнено в отдельном помещении. Его общая площадь составляет 25,72 м2. В цехе имеется выход в производственный корпус. В непосредственной близости от последнего находится пост по снятию и установке колес на автомобиль, оборудованный подъемником. Выполняемые на участке работы: монтаж, демонтаж шин, вулканизация, ошиповочные, динамическая балансировка, правка дисков. Технологическое оборудование расположено вдоль стены здания в последовательности выполнения операций. Шиноремонтный цех имеет приемочное окно, через которое осуществляется прием колес без заезда в производственный корпус.
Сделано описание работ на шиноремонтном участке.
Колеса снимаются с автотранспортных средств и транспортируются на участок с помощью специальной тележки. Демонтаж шин выполняется с помощью специального демонтажно-монтажного стенда. Соблюдается последовательность, предусмотренная технологической картой. Контроль технического состояния покрышек выполняется методом тщательного осмотра с внутренней и наружной сторон. При этом применяется ручной пневматический бортрасширительт (спредер). В случае обнаружения посторонних предметов, которые застряли в боковинах шин или протекторе, выполняется их удаление посредством тупого шила или плоскогубцев. Проверка технического состояния камер заключается в обнаружении проколов, пробоин, разрывов, вмятин и других дефектов. Проверка камер на герметичность осуществляется в ванне, которая наполнена водой и оборудована системой подвода сжатого воздуха. Производится контроль состояния дисков. Ошиповка выполняется на специальном стенде. Проводится контроль давление воздуха в шинах. После их монтажа осуществляется балансировка колес в сборе, которая выполняется на стенде.
Произведена разработка технологического оборудования для участка.
Проведен патентный поиск и анализ конструкции устройств для ошиповки шин легковых автомобилей.
Сделан расчет конструкции с определением прилагаемых усилий на штоке: для внедрения конуса, для раздвижения секторов конуса.
Выполнен расчет пневмопривода, штока верхнего пневмоцилиндра.
Приведен расчет подвижного крепления нижнего пневмоцилиндра с построением эпюр и определением реакции опор и изгибающих моментов.
Описано устройство и работа шиповального стенда. В конструкции стенда имеется опора для установки шипуемой шины. Установка и снятие шины, а также ее позиционирование осуществляется посредством механизма передвижения нижнего пневмоцилиндра, который приводится в движение за счет вращения маховичка. Установка шины по уровню выполняется за счет изменения положение опоры по отношению к нижнему пневмоцилиндру. За счет перемещения рабочего наконечника вдоль оси верхнего пневмоцилиндра обеспечивается регулировка глубины заделки шипа. При работе стенда за счет действия нижнего пневмоцилиндр шина насаживается на разжимные элементы наконечника. Шток верхнего пневмоцилиндра воздействует на опущенный в наконечник шип. При этом выполняется разведение разжимных элементов и внедрение шипа в покрышку. Происходит опускание шины, которая увлекает за собой вставленный в нее шип. Затем происходит подъем штока верхнего цилиндра и освобождается место для другого шипа.
Выполнена разработка технологического процесса ошиповки шин.
Приведена общая характеристика разрабатываемого технологического процесса. Установка шипов выполняется только на те шины, на которых допускается их монтаж по инструкции заводов- изготовителей.
Описана технология выполнения работ. Работы проводятся на специализированном стенде. При этом используются шины, в которых заранее просверлены отверстия. За счет вращения маховичка выдвигается нижний пневмоцилиндр. Шина устанавливается на опору, и пневмоцилиндр вместе с ней задвигается под наконечник. За счет вращения опоры выполняется установка уровня профиля поверхности шины в соответствие с заданным уровнем. При вращении наконечника устанавливается глубина заделки шипа по шкале верхнего пневмоцилиндра. Заранее подготовленный шип опускается в отверстие наконечника. Ориентирование шины происходит таким образом, при котором просверленное отверстие будет находиться точно под разжимными элементами наконечника. Нажимается педаль. При этом шина за счет действия нижнего пневмоцилиндра насаживается на разжимные элементы наконечника. Педаль отпускается, и шина с установленным шипом приводится в первоначальное положение. Далее выполняется ее поворот под следующее отверстие и процесс повторяется.
Произведено нормирование операций технологического процесса.
Разработана экологическая часть проекта.
В экономической части рассчитан экономический эффект от внедрения конструкции разрабатываемого стенда для ошиповки шин, равный 54798,54 руб и срок окупаемости 4 года.
В проекте выполнена разработка конструкции шиповального стенда и технологического процесса ошиповки шин.
Чертежи (в программе ): Компас 3D v