ВКР: 104 с., 18 рис., 18 табл., 26 источников
ВУЗ: Марийский государственный университет
Чертежи в программе Компас 3D v: 15 листов
Спецификация: 6 листов
Описание
В дипломной работе стоит задача реконструкции цеха производства газированных напитков с реконструкцией сатуратора. В процессе реконструкции произошли изменения в технологической линии по производству газированных напитков. Операцию по смешиванию купажного сиропа с водой стали проводить на сатураторе. Для этого был разработан поршневой насос двойного действия. Это позволило заменить разливочное устройство на более производительное для розлива кваса. Для изготовления тары заменили три ручных аппарата выдува на один автоматический. Все эти мероприятия позволили сократить обслуживающий персонал на три человека.
В дипломном проекте проведен анализ производственно-хозяйственной деятельности предприятия. Дана характеристика предприятия, приведена структура управления. Определены технико-экономические показатели.
В технологической части была дана общая характеристика цеха по производству продукции. Проведен анализ технологии производства газированного напитка на данном предприятии. Осуществлено обоснование и выбор технологии газированного напитка. Подобрано и рассчитано необходимое количество технологического оборудования. Описаны устройство, принципы работы и технические характеристики оборудования. Рассмотрена транспортировка сырья и готовой продукции, а также организация контроля качества продукции. Разработана структурная схема производственной лаборатории. Приведен расчет площадей основного оборудования и площади цеха. Выполнена компоновка технологического оборудования цеха. Определены расход воды, холода, пара, электроэнергии. Рассчитаны освещение и вентиляция. Рассмотрено ремонт и техническое обслуживание технологического оборудования. Разработан график технического обслуживания.
В конструктивной части был произведен обзор конструкции сатураторов. Дано обоснование необходимости реконструкции сатуратора ОКА2.12М2/1. Выполнены технологический и энергетический расчет, а также проверочный расчет шпоночного соединения на прочность. Рассмотрена технология монтажа и приведен его расчет.
Разработан технологический процесс изготовления детали. Рассчитаны режимы процесса, подобрано необходимое оборудование для изготовления детали. Приведены план обработки и содержание операций в периодах.
Дана технико-экономическая оценка модернизации цеха. Определены размеры эксплуатационных затрат, амортизация, затраты на заработную плату, расходы на ремонт и техническое обслуживание, затраты на электроэнергию, годовой экономический эффект и срок окупаемости приспособления.
В разделе охрана окружающей среды и безопасность жизнедеятельности были приведены положения охраны труда на производственных предприятиях. Разработаны основные правила техники безопасности в цехе по производству продукции. Определено общее состояние техники безопасности на данном предприятии. Даны необходимые рекомендации по улучшению охраны труда.
Представлена технология производства газированного напитка.
Из бункера преформ, преформа подается в автомат выдува, на первой стадии проформа разогревается, далее вытягивается штоком, закрывается пресс форма, на горлышко подается под давлением сжатый воздух и происходит выдув бутылки, сразу же после этого подаёте вода для охлаждения и стабилизации формы. Готовая бутылка направляющей к блоку розлива. Заблаговременно до розлива в емкости-мешалке происходить приготовление купажа. Это смесь воды, ароматизатора, красителя подсластителя и консерванта в определённом соотношении. Далее происходит смешивание воды и купажа в разрабатываемом поршневом насосе двойного действия. Смешанный с водой купаж идет на насыщение углекислым газом в сатуратор. Готовый напиток после сатуратора идет на блок розлива. Где осуществляется розлив и укупорка. Наполненные и закупоренные бутылки идут на этикетировочную машину, где на них наклеивается этикетка, далее бутылки упаковываются в блок по шесть штук в термо-усадочную пленку и идут на хранение в склад.
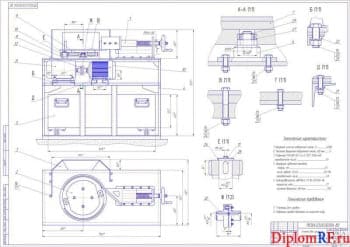
Представлен план цеха. Площадь цеха 144 кв.м. На этой площади расположен, участок под временное хранение преформ, автомат выдува с контейнером преформ, этикетировочной автомат, упаковочный автомат, емкости с мешалкой для приготовления купажа, сатуратор и блок розлива. Указанный блок розлива не имеет раздельного способа розлива с дозированием в бутылку купажного сиропа и газированной воды. Поэтому встает вопрос необходимости модернизации сатуратора ОКА 2.12 М2/1.
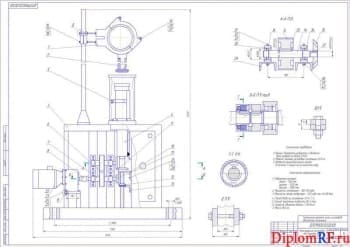
Рассмотрев аналоги сатураторов. Предлагаем преобразовать его в синхронно-смесительную установку, которая будет непосредственно подавать готовый продукт в блок розлива. Показан общий вид модернизированного сатуратора Ока 2.12М2/1. Он состит из ножек 1, колонки насыщения , пульта управления , колонки деаэрации, центробежного наоса , вакуум насоса , поршневого насоса с различными объемами камер.
Показана кинематическая схема привода поршневого наоса двойного действия. Для поддержания определенного соотношения воды и купажа рассчитаны размеры и ход поршней. Показан сборочный чертеж разрабатываемого поршневого насоса двойного действия. Ход поршня, размер поршней, диаметры всасывающих и нагнетающих полостей насоса, диаметр тарелки клапана его седла были рассчитаны в технологических расчетах. Мощность двигателя для привода насоса в энергетических расчетах. Также проведен проверочный расчет шпоночного соединения привода насоса.
Представлены основные детали для изготовления цилиндр с блоком клапанов, стакан промежуточный, коленчатый вал и шток.
Представлена схема монтажа сатуратора. Также проведен расчет количества ТО оборудования цеха. На данном плакате представлена технологическая карта на изготовление одной из детали насоса. В результате реконструкции уменьшиться количество обслуживающего персонала в количестве 3 человек, и появиться дополнительная прибыль в размере 503 820 рублей в год, срок окупаемости 2,2 года.
Дополнительные материалы: Аннотация в Word 1 стр., доклад в Word 2 стр., задание на диплом в Word 7 стр., цифры в Word 1стр.

Разработка рецептуры и технологии получения коврижки медовой
Код: 01.01.09.05.50Чертежи в программе AvtoCAD и Компас 3D v: 4 листа

Проект завода сухого молока с цехом мороженого
Код: 01.01.09.05.49ВУЗ:
Чертежи в программе Компас 3D v: 8 листов
Спецификация: 4 листа

Проект усовершенствования технологической линии по производству творожной массы
Код: 01.01.09.05.48ВУЗ: ЧЕЛЯБИНСКИЙ ГОСУДАРСТВЕННЫЙ АГРОИНЖЕНЕРНЫЙ УНИВЕРСИТЕТ
Чертежи в программе Компас 3D v: 16 листов
Спецификация: 3 листа

Проект усовершенствования технологической линии производства хлебобулочных изделий
Код: 01.01.09.05.47ВУЗ: ЧГАА
Чертежи в программе Компас 3D v: 14 листов
Спецификация: 2 листа

Усовершенствование технологической линии по производству сметаны с лецитином
Код: 01.01.09.05.46Чертежи в программе Компас 3D v: 14 листов
Спецификация: 4 листа

Линия производства пастеризованного восстановленного молока
Код: 01.01.09.05.45ВУЗ: ЧЕЛЯБИНСКИЙ ГОСУДАРСТВЕННЫЙ АГРОИНЖЕНЕРНЫЙ УНИВЕРСИТЕТ
Чертежи в программе Компас 3D v: 13 листов
Спецификация: 6 листов