Пояснительная записка (в программе Word): 87 страниц, 9 рис., 31 таблиц, 19 литературных источников
Дополнительные материалы: комплект технической документации на механическую обработку детали на 29 листах
Чертежи (в программе): Компас 3D v и AvtoCAD, 17 листов
ВУЗ: нет
Спецификация - 8 листов
Описание
В проекте выполнена разработка участка по механической обработке детали "Крестовина 25-49-46/46-01" с разработкой технологии изготовления.
Составлена технологическая часть.
Описано назначение и конструкция детали.
Посредством крестовины выполняется передача крутящего момента. Применяется в карданных передачах тракторов. За счет нагруженности и сложности формы детали принят метод изготовления – поковка, штампованная из стали 20ХНЗА.
В конструкции детали имеются четыре обработанные цапфы, на которые выполнена установка игольчатых подшипников без внутренней обоймы. Для подшипника в качестве внутренней обоймы служат сами цапфы. Цапфы входят в проушины фланца и муфты по две штуки. Вал оснащен двумя карданными шарнирами. Кардан, посредством которого соединяются выходной вал коробки перемены передач и конических передач, имеет крестовины с четырьмя или с одним отверстиями. На торцах цапфы выполнены канавки, посредством которых выполняется поступление смазки к игольчатым подшипникам через отверстия диаметром 8 мм. При эксплуатации крестовина подвергается динамическим знакопеременным нагрузкам. Цапфы детали работают на срез и изгиб.
Проведен анализ технологичности детали. Определен тип производства – крупносерийное. Сделан анализ существующего технологического процесса. В связи с простоем крупногабаритного дорогостоящего оборудования в проекте предлагается его замена на универсальные, быстропереналаживаемые станки, с учетом имеющейся программы выпуска. Так, предлагается заменить продольно-фрезерный и агрегатно-сверлильный станок, сверлильный и гидрокопировальный. Существующее универсальное оборудование протяжной и шлифовальной операций оставить на участке.
Рассмотрены методы получения заготовки и вид. Принят метод изготовления – поковка, штампованная из легированной стали 20 ХНЗА.
Произведен расчет припусков. Приведены расчеты режимов резания для технологических операций с определением значений и норм времени:
|
№ |
Наименование |
Значение |
||
|
005 Фрезер-центров |
010 Токарная |
|||
|
Фрезер |
Центров |
|||
|
1 |
Глубина резания |
2,4 мм |
3 мм |
1,8 мм |
|
2 |
Скорость резания |
78,8 м/мин |
10,9 м/мин |
75,4 м/мин |
|
3 |
Сила резания |
2090 Н |
4590 Н |
698 Н |
|
4 |
Число оборотов шпинделя |
249 об/мин |
580 об/мин |
500 об/мин |
|
5 |
Мощность |
3,1 кВт |
2,1 кВт |
1,3 кВт |
|
6 |
Подача |
0,12 мм |
0,2 мм/об |
0,2 мм/об |
|
7 |
Штучное время |
3,13 мин |
4,45 мин |
|
Аналогичные расчеты выполнены для операций: 015 Токарная, 020, 025, 030 Сверлильная, 035 Протяжная, 050, 060 Шлифовальная (черновая и чистовая).
Разработана конструкторская часть.
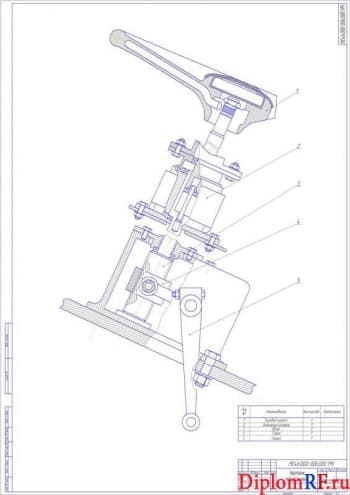
- Выполнен расчет станочного приспособления для обработки на вертикально-сверлильном станке с определением силы зажима 1869 Н, диметра пневмоцилиндра 43 мм. В конструкции применен прихват F-образной формы, который при зажиме и отжиме детали разворачивается на 90°. Рассчитана длина дуги его поворота 28 мм, ход штока 35 мм, погрешность приспособления 167 мкм.
- Приведен расчет шлифовального приспособления для обработки на плоскошлифовальном станке с вычислением силы резания при шлифовании 187,15 Н, диаметра винта 16 мм.
- Произведен расчет плоской и фасонной протяжки с определением основных значений. Для плоской протяжки: подъем зубцов 1,05 мм, шаг 7,5 мм, размер стружечных канавок 7,07 мм2, ширина протягиваемой плоскости 34,2 мм, число режущих зубьев 21, сила протягивания 3117 кг, длина секции 210 мм.
- Выполнена разработка контрольного приспособления. Сделана проверка на перпендикулярность, симметричность, х-пересечение осей. Рассчитана погрешность приспособления 0,032 мм.
Приведена организационная часть.
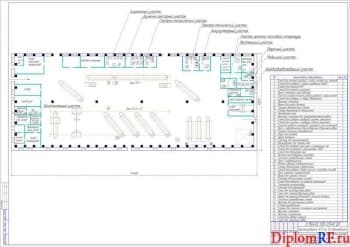
Сделан расчет потребности в оборудовании по участку.
Принято число рабочих мест 7, определен коэффициент загрузки рабочего во время многостаночного цикла 0,58. В ходе расчета численности работающих участка вычислено количество рабочих в две смены 16 чел. Рассчитана общая площадь участка, которая равна 152,5 м2.
Составлена экономическая часть.
Проект участка по сравнению с базовым имеет преимущества: сократилось количество основного оборудования, уменьшилась трудоемкость изготовления детали и повысилась производительность, сократились производственные площади, уменьшилась численность рабочих, снизилась себестоимость изготовления детали и повысилась эффективность ее обработки. Определен годовой экономический эффект от внедрения механического участка обработки детали, равный 6778600 руб.
Разработаны мероприятия по безопасности и экологичности проекта. Выполнены научно-исследовательские разработки, в ходе которых рассмотрен метод расчета оптимальных параметров черновой части протяжки.
В работе сделан проект механического участка по обработке детали "Крестовина 25-49-46/46-01" карданной передачи трактора с разработкой технологии ее изготовления.

Изготовление переходника средней части технологического канала РБМ-К5
Код: 01.01.09.08.05Дополнительные материалы: презентация дипломного проекта на 28 листах в приложении Microsoft PowerPoint, комплект технологической документации в формате Excel, реферат на 1 листе
Чертежи (в программе): Компас 3D v, 19 листов
ВУЗ: ГИЗИ (филиал ИжГТУ)
Спецификация - 8 листов

Участок обработки вилки карданного вала среднего моста ПАЗ
Код: 01.01.09.08.04Дополнительные материалы (в формате Excel): карты эскизов на 12 листах, карта контроля на 2 листах, маршрутная карта обработки детали на 6 листах, операционная карта на 7 листах
Чертежи (в программе ): Компас 3D v и AvtoCAD, 12 листов
ВУЗ: ЮУрГУ
Спецификация - 5 листов

Производство напорных резиновых рукавов для воздушно-дыхательных аппаратов
Код: 01.01.09.08.03Дополнительные материалы: нет
Чертежи (в программе ): Компас 3D v, 5 листов
ВУЗ: КНИТУ
Спецификация - на чертежах

Проект участка по наплавке балки задней оси БЗМ-10
Код: 01.01.09.08.02Дополнительные материалы: расчет расхода сварочных материалов на 6 страницах
Чертежи (в программе ): Компас 3D v и AvtoCAD, 11 листов
ВУЗ: Тюменский Государственный Нефтегазовый Университет
Спецификация - на чертежах

Проектирование процесса изготовления детали Поршень
Код: 01.01.09.08.01Дополнительные материалы: задание на 2 листах
Чертежи (в программе): Компас 3D v, 5 листов
ВУЗ: Томский политехнический университет

Курсовая разработка привода с мощностью 6,6 кВт.
Код: 02.01.01.09.08Чертежи (в программе Компас) 6 листов плакатов и чертежей, 2 листа спецификации