Описание
Целью данной дипломной работы является проведение конструкторского анализа трансмиссии городского автобуса 6-го класса, с целью ее удешевления и повышения ее коэффициента полезного действия.
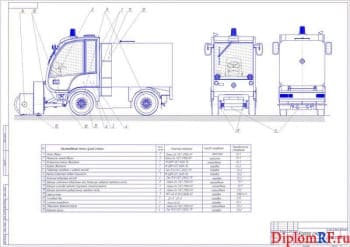
Техническая характеристика Автобуса МАЗ-215
|
Модель двигателя
|
Mersedes-Benz OM 926LA (Евро-5)
|
|
Мощность двигателя, кВт/л.с.
|
240 (326)
|
|
Коробка передач, число передач
Ведущий мост
|
ZF 6HP604C автоматическая
ZF AV302 портальный
|
|
Шины
|
275/70R22.5
|
|
Подвеска передней/средней/задней оси
|
зависимая, пневматическая, двухбалонная
|
|
Колеса
|
дисковые 8.25*22.5
|
|
База, мм
|
5865+6937
|
|
Габаритные размеры
|
18750/2550/3150
|
|
Количество мест для сидения
|
35
|
|
Номинальная вместимость, чел
|
176
|
|
Распределение массы и нагрузок:
|
|
Нагрузка на переднюю ось, кг
|
6900
|
|
Нагрузка на заднюю ось, кг
|
11500/10000
|
|
Полная масса, кг
|
28000
|
|
Снаряженная масса, кг
|
16000
|
В дипломе разработан элемент трансмиссии - коробка передач - для установки на автобус МАЗ-215.
Выполнены расчеты деталей коробки передач.
В экономической части дипломного проекта выполнен расчет экономического эффекта от установки проектируемой коробки передач.
Рассмотрены вопросы безопасности труда рабочих и охраны окружающей среды.
Оценивая выполненную в дипломном проекте работу, можно сказать, что разработанная коробка передач, по сравнению с базовой коробкой передач имеет повышенный общий КПД трансмиссии, топливную экономичность, динамику разгона, имеет упрощенную конструкцию, дешевле в производстве и ремонте, является экономически эффективным капитальным вложением.
В проекте выполнены чертежи коробки передач, выполнены расчеты деталей.
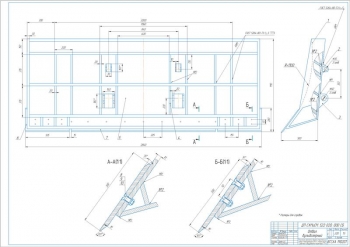
Разработан технологический процесс изготовления детали вторичный вал разрабатываемой коробки передач. Выполнен расчет экономической эффективности.
Вторичный вал – является элементом трансмиссии автобуса, в котором осуществляется передача крутящего момента первичного вала карданному валу. Деталь изготавливается из стали 12ХН3А (ГОСТ 4513-71), данная марка материала не обладает хорошими литейными свойствами (жидкотекучестью, низкой объемной и линейной усадкой и т.д.), также она не является порошком, следовательно, методом получения данной заготовки является обработка материала давлением.
Разработка плана операций
(маршрута обработки)
Операция 005 – Заготовительная. Заготовку получаем горячей объемной штамповкой на молотах. На молотах поковки изготавливаются с самым низким классом точности: Т5. Допускаемые отклонения от номинальных размеров поковки соответствуют припускам, поэтому также являются увеличенными. Кузнечные напуски имеют максимальные значения. Ввиду ударного характера работы молота в конструкции штампа нельзя использовать выталкиватели, поэтому для извлечения поковки из ручья штампа на вертикальных поверхностях поковок оформляются значительные штамповочные уклоны: наружные – до , внутренние – до . Радиусы закругления назначаются для облегчения течения металла, повышения стойкости штампа, обеспечения расположения волокон.
Операция 010 – Фрезерно-центровальная. Данная операция выпол-няется на фрезерно-центровальном станке МР-71. На данной операции за два перехода обрабатываются торцы и сверлятся центровые отверстия. Деталь закрепляется в призмах с упором в торец.
Для первого перехода (фрезерование торцов) используются торцевые фрезы. Марка материала режущей кромки – твердый сплав Т15К6, т.к. данная марка материала наиболее подходит для фрезерования. Фрезерование двух торцов идет одновременно.
Для второго перехода (сверление отверстий) используются комбинированные центровочные сверла. Марка режущей кромки – твердый сплав Т5К10. Комбинированные сверла являются весьма производительным инструментом, т.к. они одновременно сверлят отверстие с обработкой фаски. Обработка двух отверстий осуществляется одновременно. Центровые отверстия позволяют обеспечить принцип постоянства баз для следующих операций.
Операция 015 – Токарная многорезцовая. На станке 1720 имеется два суппорта – продольный (передний) и поперечный (задний). Продольный суппорт имеет продольное (и поперечное) перемещение и служит для про-дольного обтачивания заготовок. Поперечный суппорт имеет только поперечное перемещение и служит для подрезания торцов, прорезания канавок и фасонного обтачивания. Движение суппортов автоматизировано, закончив работу, суппорты возвращаются в исходное положение автоматически. Установка детали осуществляется в центрах с применением поводкового патрона. Рекомендуется использовать плавающий передний центр. Для обработки цилиндрических поверхностей используются токарные проходные прямые резцы; для подрезания торцов используются подрезные резцы. Марка материала режущей кромки – твердый сплав Т5К10, т.к. данная марка материала часто используется при черновом точении. При этой операции обработка осуществляется сразу несколькими инструментами, что в значительной мере способствует сокращению основного технологического времени.
Операция 020 – Токарная многорезцовая. В данной операции схема установки детали, станок и режущий инструмент аналогичны предыдущей операции, но при этой операции происходит обработка других поверхностей.
Операция 025 – Токарная гидрокопировальная. На данной операции используется гидрокопировальный станок 1712. Особенностью данного станка является то, что обработка осуществляется по копиру – точной модели обрабатываемой заготовки. У данного станка есть продольный и поперечный суппорт. С помощью продольного суппорта обрабатываются цилиндрические поверхности и подрезаются торцы, а с помощью поперечного обрабатываются фаски и канавки. Установка детали осуществляется на рифленые центра. Для обработки цилиндрических поверхностей используются токарные проходные прямые резцы; для подрезания торцов используются подрезные резцы; для обработки канавок используются канавочные резцы; для подрезания фасок используются проходные отогнутые резцы. Марка материала режущей кромки – твердый сплав Т5К10. При этой операции обработка также осуществляется сразу несколькими инструментами, что способствует сокращению основного технологического времени.
Операция 030– Зубофрезерная. На данной операции осуществляется нарезание зубьев (шлицев). Установка заготовки осуществляется в центра с применением поводкового патрона. Данная операция осуществляется на зу-бофрезерном станке 53А20. Для данной операции используется червячная модульная фреза. Марка материала фрезы – твердый сплав Т15К6. Данный инструмент работает по методу обкатки, который является более производительным, чем метод копирования.
Операция 035 – Зубофрезерная. Аналогично операции 035
Операция 040– Термическая. Цементацией (науглероживанием) называется химико-термическая обработка, заключающаяся в диффузионном насыщении поверхностного слоя стали углеродом при нагреве в науглероживающей среде (карбюризаторе). Окончательные свойства цементированных изделий приобретают после закалки и низкого отпуска. Назначение цементации и последующей термической обработки - придать поверхностному слою высокую твердость и износостойкость, повысить предел контактной выносливости и предел выносливости при изгибе при сохранении вязкой сердцевины.
Операция 045 – Центрошлифовальная. Данная операция выполняется на центрошлифовальном станке в два установа. Деталь устанавливается в призмах. Сначала обрабатывается одно центровое отверстие, после чего происходит переустановка и обработка второго центрового отверстия. Данная операция применяется для устранения возможного коробления и других дефектов центровых отверстий после термической обработки.
Операция 050 – Шлицешлифовальная. Данная операция выполняется на шлицешлифовальном станке 3В451В-1. Установка детали осуществляется в центра с применением поводкового патрона. Обработка производится шлифовальным кругом с двусторонним коническим профилем. Операция осуществляется за один установ. Данная операция необходима для получения низкого значения шероховатости поверхности.
Операция 055 – Круглошлифовальная. Данная операция выполняется на круглошлифовальном станке 3М150. Установка детали осуществляется на рифленые центра. Данная операция осуществляется за один установ. На данной операции обрабатываются только те поверхности, к которым предъявляются требования к обеспечению низкой шероховатости и высокого квалитета точности. На данной операции обеспечивается допуск на радиальное биение зубчатого венца. В качестве инструмента используется абразивный круг прямого профиля на керамической связке с зернистостью 40.
Марка круга: ПП 350×30×20 37А 40-П С2 5 К5 35мс-1 1кл. А.
Операция 060 – Торцекруглошлифовальная. Данная операция выполняется на торцекруглошлифовальном станке 3Т153Е. Установка детали осуществляется на рифленые центра. Операция осуществляется за один установ. Данная операция необходима для получения низких значений шероховатости поверхности, высокой размерной точности, а также для обеспечения допусков формы и расположения. Допуском на погрешность формы: допуск цилиндричности. Допуски расположения: допуск перпендикулярности и допуск соосности.
Операция 065 – Зубошлифовальная. Данная операция выполняется на зубошлифовальном станке 5А841. Установка детали осуществляется в центра с применением поводкового патрона. Обработка производится шлифовальным кругом с двусторонним коническим профилем. Операция осуществляется за один установ. Данная операция необходима для получения низкого значения шероховатости поверхности.
Операция 070 – Моечная. Производится промывка деталей на моечных машинах.
Операция 075 – Контрольная. Данная операция необходима для кон-троля полученных размеров. Инструмент, применяемый при измерении размеров, зависит от точности измерения (количества знаков после запятой). После измерения всех размеров, следует сравнить их с допусками на размер. Если контролируемые параметры вписываются в допуск, то можно производить дальнейшую обработку детали. Если же нет, то имеет место брак. После обнаружения брака следует установить характер брака: исправимый или не исправимый. Если брак является исправимым, то следует его исправить, после чего продолжать дальнейшую обработку детали. Если же брак неисправимый, то деталь отправляют на переплав. Данная операция проводится после всей механической обработки. После финишных операций для контроля размеров цилиндрических поверхностей следует использовать калибры, рычажные измерительные скобы. Контроль зубчатого венца осуществляется при помощи следующих измерительных инструментов: радиусной головки ОГР-21, нормалемера по ГОСТ 6502-78 и шагомера БВ-5070. Для контроля шероховатости используем эталоны шероховатости.
Целью экономической части проекта является, определение экономиче-ской эффективности установки на автобус МАЗ-215 механической коробки передач без разрыва потока мощности.
Проектный вариант – автобус МАЗ-215 с механической коробкой передач без разрыва потока мощности.
Цель экономического обоснования - показать, что предлагаемая в дипломе конструкция, обеспечивающая улучшение ряда технических и эксплутационных характеристик и показателей, экономически целесообразна к применению.
Расчет эффективности учитывает сферы применения новой конструкции, производство и эксплуатацию. Новая конструкция коробки передач эффек-тивна и выгодна, как производителю, так потребителю новой продукции.
Внедрение технического решения (замена гидродинамической коробки передач ZF 6HP604C механической коробкой передач без разрыва потока мощности) приводит к уменьшению цены всего автобуса. Вместе с этим улучшаются эксплуатационные качества автобуса (топливная экономичность, тяговые характеристики).
Проект обеспечивает достаточную безопасность труда и минимальное воздействие на окружающую среду.