Пояснительная записка (в программе Word): 110 страниц, 2 рис., 21 таблиц, 22 литературных источника
Дополнительные материалы: бланк рецензии на 3 листах, бланк задания на 2 листах, бланк заявки на 1 листе, технико-экономическое обоснование инженерных решений дипломного проекта на 19 листах
Чертежи (в программе): Компас 3D v, 13 листов
ВУЗ: Мичуринский государственный аграрный университет
Спецификация - на чертежах
Описание
В проекте проведена реконструкция участков слесарного и технического обслуживания ремонтной мастерской с разработкой конструкции приспособления для поперечной подачи вибродуговой головки.
Выполнен анализ хозяйственной деятельности.
Дана краткая характеристика хозяйства.
Основным видом деятельности данного предприятия является выращивание зерновых, технических и прочих сельскохозяйственных культур.
В ремонтной мастерской осуществляются такие виды ремонта, как замена пусковых двигателей, шин, распредвалов, генераторов, топливных насосов, форсунок и многого другого. В периоды хранения техники ремонты выполняются на 100 % , производится замена всех изношенных деталей. В составе автопарка содержатся машины и механизмы: плуг, сеялка, культиватор, борона, грузовые автомобили: ВАЗ, КамАЗ, ГАЗ, ЗИЛ, САЗ, УАЗ, тракторы: МТЗ, ДТ, ЮМЗ, Т, комбайн Дон-1500.
Приведены основные показатели деятельности.
Целью данного дипломного проекта повышение эффективности ремонта ремонтной мастерской, путем реконструкции участков слесарного и технического обслуживания.
Составлена проектная часть.
Выполнено определение количества ремонтно-обслуживающих воздействий для каждого вида транспорта.
Сделано распределение годового объема работ по видам и определение состава предприятия.
Определены фонды времени рабочих, оборудования и площадей.
Рассчитано количество рабочих и служащих – 32 чел.
Выполнено определение количества необходимого оборудования. Выбрано по одному металлорежущему станку каждого вида. Приняты: установка для смазки и заправки – 2 шт, установка для диагностики тракторов и автомобилей -1 шт, баз для тормозной жидкости – 1, солидолонагнетатель – 1 шт, инструментальная тележка – 1 шт, электроталь - 1 шт.
Определены производственные площади. Площадь участка технического обслуживания составляет 16,85 м2, слесарного – 15,09 м2.
Вычислен годовой расход: электроэнергии – 95520,6 кВт×ч, сжатого воздуха – 198135 м3/год, пара на отопление и вентиляцию – 951 м3, воды – 449260 л.
Разработана технологическая часть.
- Приведена технология разборки коробки диапазонов. Разборка узла осуществляется с целью выявления дефектов и определения износа деталей. После разборки узлы детали подвергаются очистке от остатков смазочных материалов и углеродистых отложений.
- Выполнено проектирование технологии восстановления детали.
- Определены дефекты: износ поверхности вала под подшипник 3608 и 406, износ шлицев по толщине.
- Проведен выбор рационального способа восстановления. Принят способ восстановления двух поверхностей наплавкой в среде углекислого газа и одной поверхности хромированием.
- Произведен расчет режимов основных технологических операций, выбор ремонтных материалов и оборудования.
- Вал заднего хода коробки передач выполнен из стали 45 Х, твёрдость 22 HRC. Материал подвергается обработке точением или фрезерованием.
- Для чернового шлифования рассчитаны значения: число проходов для каждой из двух поверхностей – 3, глубина резания 0,05 мм, продольная подача 42 мм/об, скорость вращения детали 80 м/мин, частота вращения детали: поверхность 1 – 637 мин-1, поверхность 2 – 840 мин-1. Оперативное время шлифования поверхностей: 1 – 0,432 мин, 2 – 0,431 мин.
- Выполнен расчет режимов нанесения покрытий с определением для каждой поверхности силы тока, шага наплавки, смещения электрода, толщины покрытия, скорости наплавки.
- Для поверхности 3 применено хромирование. Рассчитана толщина наносимого слоя 0,29 мм, площадь восстанавливаемой поверхности 6 дм2, продолжительность гальванической операции – 6,16 ч.
- Рассчитаны параметры для финишной механической обработки.
Составлена конструкторская часть.
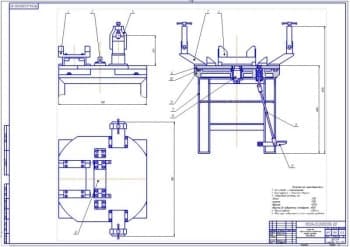
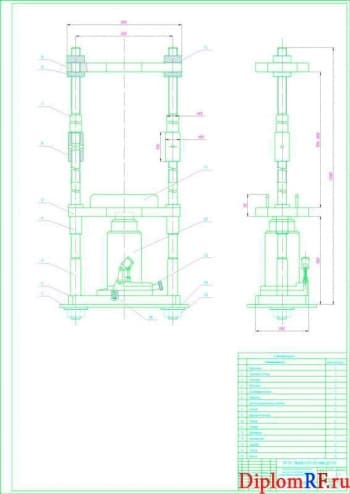
В проекте выполнена разработка приспособления для обеспечения поперечной подачи вибродуговой наплавочной головки ОКС-6569, смонтированной на вращателе 011-1-01. С его помощью выполняется восстановление валов с износом от 0,3 до 3 мм. Конструкция приспособления включает в состав две основные части: тумбу крепления и механизм поперечной подачи. Тумба применяется в качестве переходного звена между суппортом вращателя и разработанным механизмом поперечной подачи.
Механизм поперечной подачи включает состав две направляющие, которых совершает перемещение плита ползуна закрепленной на ней рейкой, входящие в зацепление шестерней, которая в свою очередь приводит в движение весь ползун. Шестерня запрессована на вал и посажена на сегментную шпонку. За счет этого выполняется передача крутящего момента от вала на шестерню. Крепление вала в подшипниках скольжения выполняется в двух стойках: малой и большой. От ручки привода через маховичок, который закреплен в наружном конце вала, выполняется передача вращательного движения на вал. Установка наплавочной головки выполняется основанием на плиту ползуна. Она закрепляется посредством болтов, расположенных под углом.
Принцип действия. В процессе вращения маховичка выполняется передача вращения через вал на шестерню, которая закреплена на валу и входит в зацепление с рейкой. Посредством реечной передачи преобразуется вращательное движение шестерней в возвратно-поступательное движение ползуна с наплавочной головкой. Посредством проектируемого приспособления головка совершает движение в поперечном направлении.
Приведен расчет элементов конструкторской разработки.
Определены значения:
|
№ |
Наименование |
Значение |
|
1 |
Внешняя сила на один болт |
200 Н |
|
2 |
Диаметр резьбы болта |
М8 |
|
3 |
Угловая скорость шестерни |
6,24 рад/с |
|
4 |
Предел контактной выносливости поверхности зубьев |
960 МПа |
|
5 |
Диаметр шестерни |
50 мм |
|
6 |
Число зубьев |
25 |
Материал для шестерни и рейки принят сталь 75.
Основными мотивами обоснования конструкторской разработки является возможность снижения трудоемкости производства продукции, повышение производительности труда и качества ремонта.
Разработаны мероприятия по безопасности жизнедеятельности
Составлена экономическая часть с расчетом экономической эффективности дополнительных капитальных вложений – 0,55, срок окупаемости – 1,8 лет, уровень рентабельности – 6,7 %.
В дипломной работе сделана реконструкция участков слесарного и технического обслуживания ремонтной мастерской и разработана конструкция приспособления для поперечной подачи вибродуговой головки ОКС-6569, смонтированной на вращателе 011-1-01.

Проект ремонта коленчатых валов плазменным напылением
Код: 01.01.06.26.01Дополнительные материалы: нет
Чертежи (в программе): Компас 3D v, 12 листов
ВУЗ: СибАДИ