Пояснительная записка (в программе Word) 28 л., 16 литературных источников, 1 приложение на 6 листах – операционная карта
Чертежи (в программе Компас 3Dv ) 6 листов, спецификация
Описание
В курсовой работе выполнено проектирование технологического процесса изготовления детали с разработкой измерительного инструмента – калибра скобы. Основное достоинство предельных калибров – простота и достаточно высокая производительность контроля. Несмотря на ряд недостатков ( сложность изготовления, использование дорогого материала), предельные гладкие калибры широко используют в массовом, крупносерийном и индивидуальном производствах.

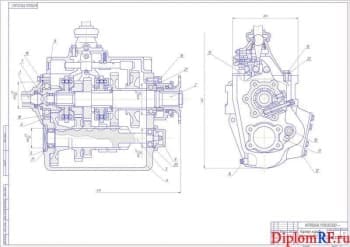
Разработка технологического процесса обработки фланца крепления карданного вала
Код: 02.01.01.08.128Как тут скачать?
Пояснительная записка (в программе Word) 28 л. источников
Чертежи (в программе Компас 3Dv ) 5 листов, спецификация
Чертежи (в программе Компас 3Dv ) 5 листов, спецификация

Разработка технологического процесса обработки детали "Рулевая сошка" в рулевом управлении автомобиля
Код: 02.01.01.08.127Как тут скачать?
Пояснительная записка (в программе Word) 36 л., 7 литературных источников
Чертежи (в программе Компас 3Dv ) 3 листа
Чертежи (в программе Компас 3Dv ) 3 листа

Разработка технологического процесса изготовления корпуса теплообменника - передней крышки водомасляного радиатора
Код: 02.01.01.08.126Как тут скачать?
Пояснительная записка (в программе Word) 36 л., 6 рис., 5 табл., 10 источников, 1 прил.
Чертежи (в программе Компас 3Dv) 5 листов, спецификация прилагается
Чертежи (в программе Компас 3Dv) 5 листов, спецификация прилагается

Разработка промышленного робота станка ИРТ180ПМФ4 для обработки деталей типа втулка
Код: 02.01.01.08.125Как тут скачать?
Пояснительная записка (в программе Word) 30 с., 7 источников
Чертежи (в программе Компас 3Dv и AvtoCAD) 3 листа, спецификация прилагается
Чертежи (в программе Компас 3Dv и AvtoCAD) 3 листа, спецификация прилагается

Разработка технологического процесса изготовления детали фланец фильтра насоса ЦНГ-1/20 с конструированием скальчатого кондуктора
Код: 02.01.01.08.124Как тут скачать?
Пояснительная записка (в программе Word) 28 с., 7 источников, 1 приложение
Чертежи (в программе Компас 3Dv) 5 листов
Чертежи (в программе Компас 3Dv) 5 листов

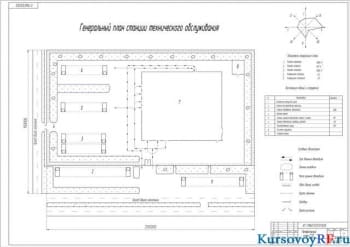
Компоновка гибкого автоматизированного участка по изготовлению корпусных деталей
Код: 02.01.01.08.01Как тут скачать?
Пояснительная записка (в программе Word) 14 страниц
Чертежи (в программе Компас, Автокад) 1 лист плакатов и чертежей
Чертежи (в программе Компас, Автокад) 1 лист плакатов и чертежей
Зарегистрируйтесь, чтобы создать отзыв.